17603868999
公司简介
产品质量
九龙业绩
发展战略
发展历程
党建文化
公司新闻
行业资讯
产品知识
专题报道
常见问题
服务承诺
服务团队
服务网络
配件服务
国际合作
合作单位
发货现场
撕碎机视频
粉碎机视频
削片机视频
金属破视频
2、削片机飞刀螺栓和底刀螺栓是高强度螺栓(螺栓头部有符号),绝不能用一般螺栓代替以防发作缺点,绝不能用一般螺栓代替以放发作缺点,高强度螺栓的运用寿命为1年,运用1年后,要替换。
相关产品
成功案例
推荐新闻
热门问题
走进九龙新闻中心产品中心技术服务成功案例视频专区联系我们网站地图
木材粉碎机厂家
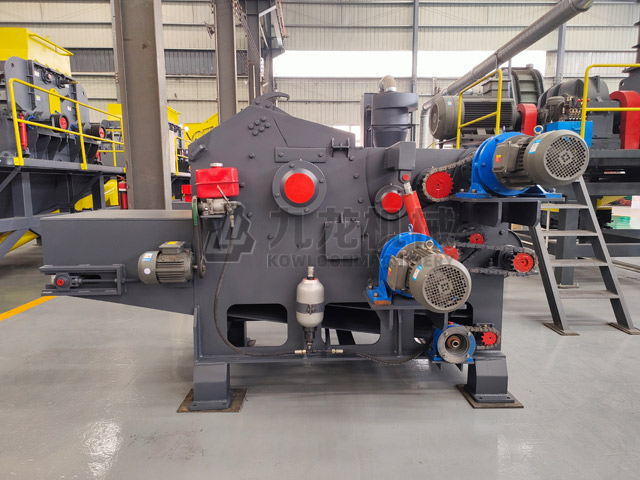
粉碎机系列
削片机系列
撕碎机系列
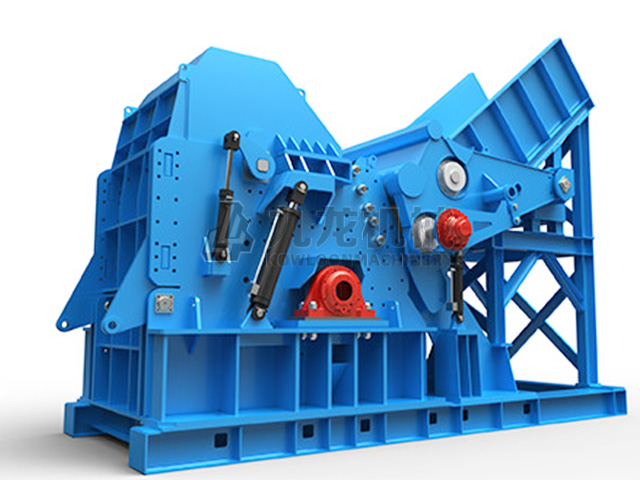
金属破系列
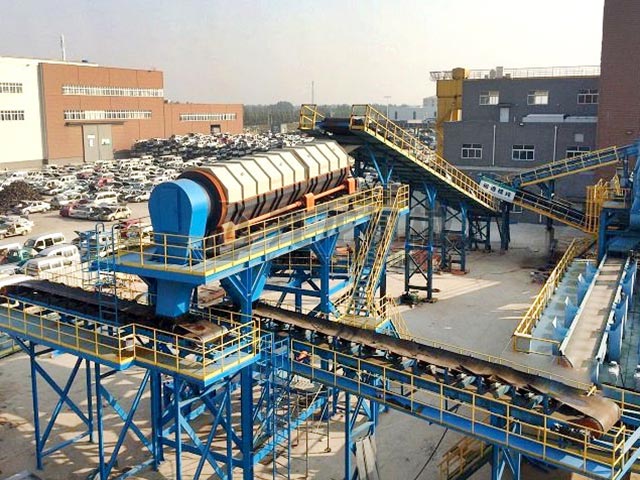
烘干机系列
微信互动
手机官网





















































































 微信互动
微信互动 手机官网
手机官网