![]()
17603868999
![]()
17603868999
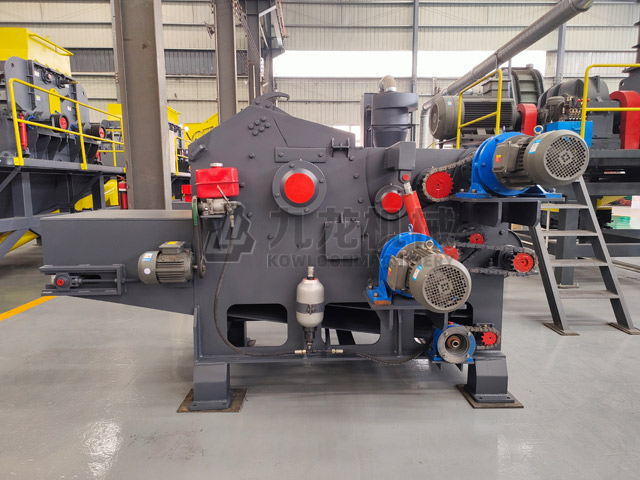
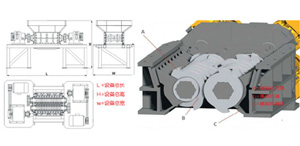
鼓式削片机刀辊由主轴、主轴承、压刀板、飞刀、飞刀螺栓、锁紧设备和大皮带轮等构成。用专用的飞刀螺栓,经过压力块把动刀固定在刀辊上;依据质料厚度的不一样,上喂料辊能够借助液压体系在范围内上下浮动;合格木片经过网筛孔落下,大的片料将在机内再进行切削。
刀辊上的飞刀座便会发作冲突。切削时刻越长,磨损就越严峻,随之带来的结果是:木片的合格率下降,生产成本进步;飞刀夹紧的可靠性下降,很容易发作飞刀事故。若要防止以上状况的发作,要及时修正刀辊,使之恢复到原有的规划状况。但对用户来讲,修正刀辊十分困难,一是由于刀辊须经设备生产厂家修正才干到达原有的规划指标;二是由于停机停产,影响经济效益。
主轴:主轴用钢材的抗拉强度不低于750MPa,在粗加工后进行探伤实验,不得有下降使用功能的缺点;主轴两支承轴承的轴线对其公共轴线的共同轴度、主轴上装刀辊两轴颈的轴线对主轴两支承轴颈公共轴线的同轴度不低于GB/T1184-1996《形状和方位公役未注公役值》附表4-8级精度要求。
刀辊:焊接构造的刀辊材料应具有杰出的焊接功能,焊接后须清理焊接应力;加工面未注形位公役不低于GB/T1184-1996未注公役8级精度。装置飞刀的平面不允许外凸;加工后应作动平衡实验。动平衡精度等级应不低于C6.3。
相关产品




























































推荐新闻

17603868999
























 微信互动
微信互动 手机官网
手机官网