1、紧固飞刀和底刀时,要运用扭矩的扭力扳手和增扭器,按规则扭矩值紧固。
2、飞刀螺栓和底刀螺栓是高强度螺栓(螺栓头部有符号),绝不能用通常螺栓替代以防发生毛病,绝不能用通常螺栓替代以放发生毛病,高强度螺栓的运用寿命为1年,运用1年后,要悉数替换。
3、飞刀要成套替换,刃磨时,二把飞刀刃磨量应共同,确保每套飞刀分量共同,确保每套飞刀的分量共同,避免导致机器振荡。
4、飞刀和底刀刃磨时要加冷却液,以防刀刃过热烧损或发生卷刃景象。
5、飞刀通常1-2个班刃磨一次,飞刀换过4次后,应将底刀抽出:
①查看底刀状态,替换底刀刃口(底刀通常有2-4个刃口,一个刃口磨损,替换另一个刃口运用,待刃口磨损后,一次刃磨)。
②底刀座的接触面应光滑,以便于替换底刀时,易抽出底刀座。
6、飞刀调理尺度为定值,不允许改变,若飞刀与底刀空隙不符合规则请求,只允许调整底刀尺度
7、蓄能器皮囊中要充氮气,决不允许充氧气或压缩空气,要运用随机顺便的充气东西,不要直接从氮气瓶给蓄能器充气
8、
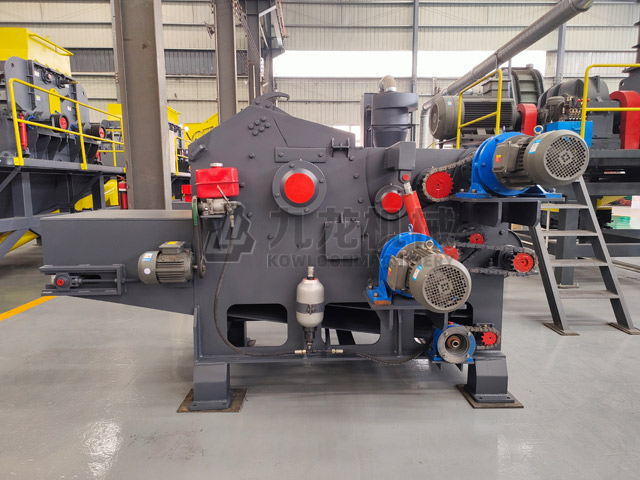
鼓式削片机要在液压缓冲体系工作状态下工作,否则将导致机器振荡
9、削片机工作时,应注意调查机器振荡状况是否有反常动静,如振荡大或有异响,应立即停机查看。
10、负荷切削时,操作电流额定电流。





















































































 微信互动
微信互动 手机官网
手机官网